ПоршняНачал потихоньку собирать мотор...подготавливаю поршня

Заказал у токаря изготовить специнструмен: удлинитель для индикатора стрелочного типа. Сделал он его на 5+


Вместо кончика индикатора вкручивается длинный пруток (в кадр он не попал), затем индикатор вставляется в удлинитель и фиксируется болтом:

Вся эта приспособа закручивается вместо свечи и с помощью нее можно идеально выставить ВМТ
Ну и понеслась расточка поршней...Для начала определяем сколько точить. Собираем блок с одним поршнем и подготавливаем головку:
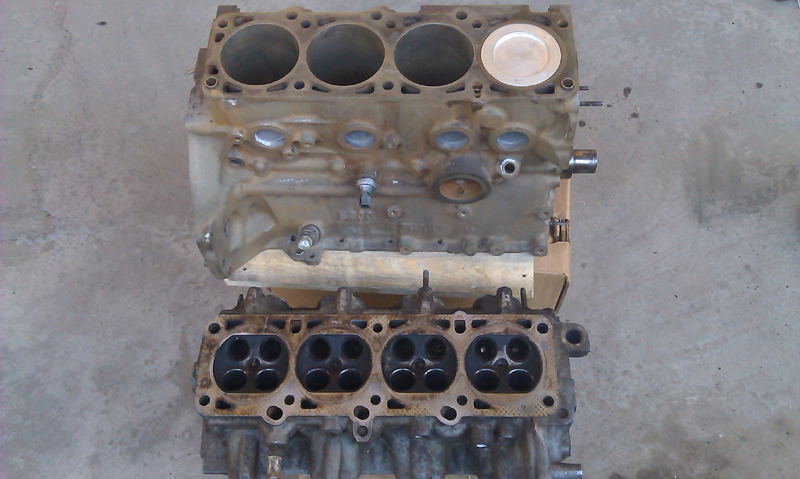
Выставляем поршень в ВМТ

Собираем головку, проворачиваем распредвалы, чтобы клапана были открыты максимально...торчать они сильно, ооочень сильно



Ставим головку на блок и замеряем зазор между головкой и блоком...на выпуске зазор получился 6.25мм


На впуске зазор 6,75мм:

Параметры распредвал для 234 я не нашел((( думал, что подъем у впускного на 0.5мм больше выпускного...промерил кулачки, они одинаковые, что на впуске, что на выпуске

получается, что из-за диаметра тарелки впусного клапан зазор больше...В общем суть всех замеров: чтобы клапана не гнуло при обрыве ремня, надо поршня точить на 6мм, т.к. толщина прокладки 1мм...
Ненужных клапанов от 533й головки у меня нет и более-менее подходящие я не нашел, пришлось опять обращаться к токарю. Заказал ему насадки на клапана в виде фрезы. Как всегда работа на высоте!!!

Клапан приклеивается к фрезе...бортик нужен, чтобы ровно по центру приклеить фрезу:

Мне оставалось только закалить фрезу, вот такая она получилась:

Вот и все готова для сверловки поршней...вставляем наш клапан с фрезой, с обратной стороны зажимаем в дрель и вперед пилить...

Процесс пошел...

С одной выемки под клапан получается вот столько стружки:

Один поршенек готов:

Углублялся я на 4.25мм дальше страшно!

Готовы все 4 поршня, остальные не фоткал, т.к. закончил ночью...
Да, цековки под клапана получились не симметричны
Если смотреть на фото, то левое верхнее и правое нижнее углубление какое должно быть, у других угол немного другой, т.к. фреза заходит с борта поршня, дрель начинает прыгать...наверно, придется заказывать фрезы под обратное вращение, чтобы фреза заходила с другой стороны...еще предстоит поработать над поршневой...


 Автор
Тема: VOLVёнOк (Прочитано 524583 раз)
Автор
Тема: VOLVёнOк (Прочитано 524583 раз)